
transformation de filature compacte









Principe de filage compact
Le but du filage compact est de disposer les fibres dans une position complètement parallèle et rapprochée, éliminant ainsi le triangle de filage. Ainsi, cet agencement étroit et parallèle des fibres avant la torsion peut améliorer la structure du fil, ses propriétés mécaniques et physiques ainsi que sa résistance. En bref, le filage compact consiste à compacter les fibres du fil à partir du point de sortie du rouleau supérieur avant.
Notre dispositif compact consiste à rapprocher les fibres du point de pincement du fil (rouleau supérieur avant) jusqu'à l'extrémité de torsion en érigant un dispositif tel qu'un tube à pression négative, un tablier en maille et une boîte de vitesses, ce qui peut éliminer le triangle de rotation.
Principe de filage compact
* Pilosité considérablement réduite : valeur Uster H jusqu'à 30 % Zweigle S3 jusqu'à 80 %
* Résistance grandement améliorée : 10 à 20 % plus élevée
* Moins d'irrégularités du fil et valeurs IPI plus faibles : jusqu'à 35 %
* Allongement supérieur : de 10 à 15%
* Avec une torsion inférieure (jusqu'à 10 %) pour la même résistance du fil, la productivité est augmentée
* Taux de casse en bout réduit jusqu'à 60 %, améliorant l'efficacité de la machine (même vitesse et même torsion)
* Une moindre génération de mouches contribue à de meilleures conditions de travail
Vitesses d'enroulement accrues
* Le fil compact à une épaisseur peut remplacer le fil à deux épaisseurs conventionnel
* Les performances de la machine à ourdir et à tricoter ont augmenté de 10 à 15 % en raison d'une résistance plus élevée ;
* La consommation de produits chimiques d'encollage diminue en raison du nombre moindre de fibres saillantes ;
* Moins de pilosité, augmentation de l'efficacité du métier à tisser et réduction de la génération de mouches ;
* Dans les produits finis, moins de tendance au boulochage, meilleur toucher, lustre du tissu
* Absorption de la liqueur de teinture améliorée grâce à la faible torsion du fil, moins de liqueur de teinture (jusqu'à 5 %) requise
* Économie de matières premières – moins de poils de peignage jusqu'à 6 %
Système de dessin compact sur bras supérieur pneumatique
| Pièces du système de dessin | |
| Pour installer le support sur le support à rouleaux en perçant soigneusement un trou sur le support à rouleaux. Ce support est destiné à contenir un tube d'aspiration compact. | 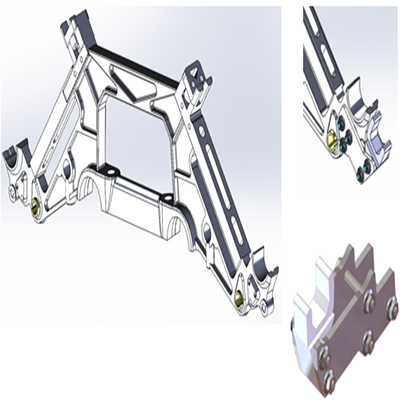 |
| Le flocon compact est installé sur le bras supérieur de la machine à ressort ou pneumatique | 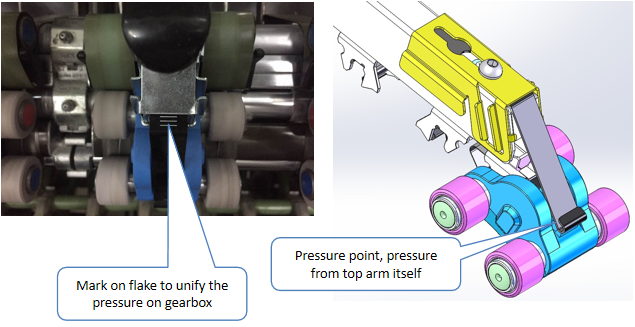 |
| Boîte de vitesses avec lits en caoutchouc. Nous allons retirer le rouleau supérieur avant de la machine et le fixer sous la boîte de vitesses compacte | 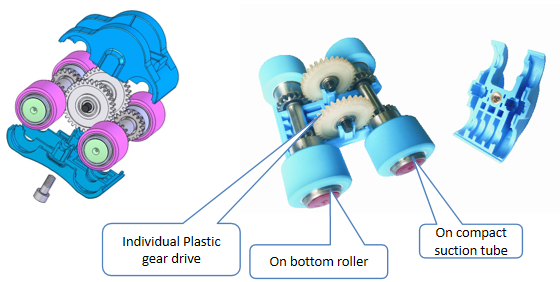 |
| Tube d'aspiration avec tige de tension et tablier | 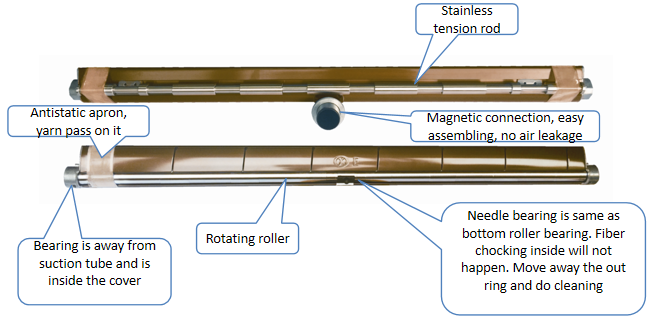 |
| La flûte Pneumafil d'origine sera remplacée par la nôtre. | 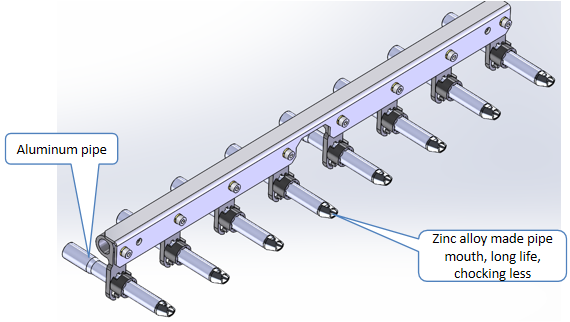 |
| Système d'aspiration compact (le moteur d'aspiration et le ventilateur génèrent une pression négative pour compacter le fil. À propos du système d'aspiration compact, nous pouvons concevoir en fonction de l'emplacement de la machine et de la disposition de l'usine. Nous donnons ici quelques propositions pour référence) | |
| Proposition de système d'aspiration 1 | 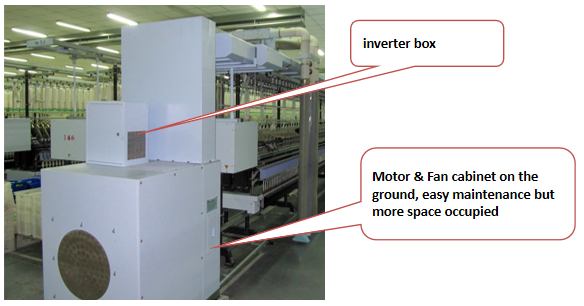 |
| Proposition de système d'aspiration 2 | 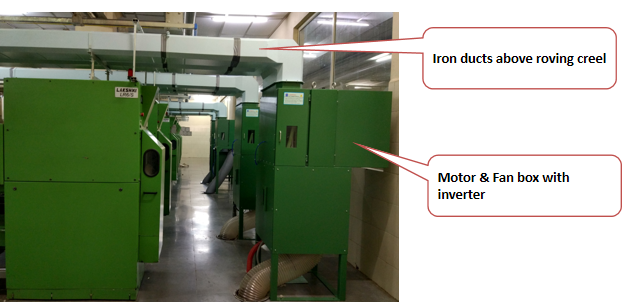 |
| Proposition de système d'aspiration 3 |  |
| Raccordement des tuyaux | 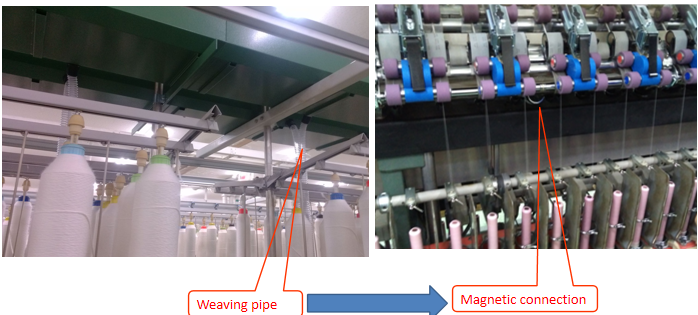 |
| Système de collecte des déchets de fibres. L’air sous pression négative est directement lié à la qualité du fil. Si la pression chute pendant le filage, la qualité du fil sera mauvaise. Comment maintenir une pression uniforme pour chaque broche ? Nous donnons un système de grattage automatique | 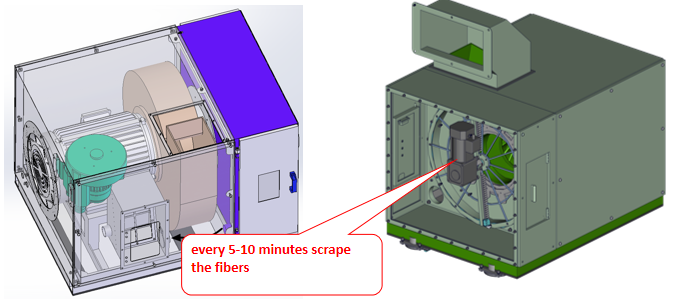 |
| Manomètre de pression d'aspiration de conduit avec voyant d'alarme |  |
Programme d'entretien du coton cardé 20s :
1. Vérifier quotidiennement tout dommage aux lits, le calage de la flûte pneumafil, le calage de la fente du tube à pression négative ;
2. Une fois tous les 7 à 10 jours pour nettoyer le tube à pression négative ;
3. Le polissage des lits doit être effectué une fois tous les 45 jours (dépend de la qualité du fil) et le même rapport de tension doit être maintenu ;
4. Une fois tous les 30 jours, un nettoyage complet de la machine doit être effectué ;
5. Pendant le nettoyage complet de la machine, le couvercle d'extrémité du conduit doit être ouvert et le moteur compact doit fonctionner manuellement pour nettoyer le conduit ;
6. En cas de rodage, veuillez nettoyer à temps
Consommation d'énergie
| 1824 broches/ Machine | capacité du moteur | Onduleur ABB | consommation électrique/broche | valeur négative de la fente du tube |
| Compact pour fil simple | 22kw/60Hertz
| 22kw | 7-8w | 2,5-2,8Kpa |
| Compact pour fil siro | 22kw/60Hertz | 22kw | 8-9w | 1,6-1,8Kpa |
Catégories de produits
-

Bobineuse de poutre à cône droit
-

Teinture de fil de polyester économe en énergie et efficace...
-

100% polyester vente en gros textile de haute qualité c ...
-

Machine de teinture par immersion
-

Machine de pré-rétrécissement d'étirement QDYB2600
-

Machine de teinture de fils Hank par pulvérisation (contrôle semi-automatique)