
SYSTÈME DE DÉTECTION DE FIL À ANNEAU



Contexte de l'industrie
À l'heure actuelle, l'efficacité des entreprises textiles est principalement affectée par les coûts de main-d'œuvre, l'état des équipements, les opérations commerciales et d'autres facteurs. Le processus de filature est le processus clé de la qualité des filatures, difficile à gérer, la réponse la plus directe à sa gestion est les données de casses de fil. Par conséquent, la détection et la réduction des casses sont la priorité absolue de la gestion de la filature. Nous savons que 30 à 35 % des casses sont causées par 5 % de broches en arrière. La méthode traditionnelle consiste à découvrir ces 5 % de broches défectueuses en se déplaçant ,réparation par des mécaniciens et échantillonnage par des testeurs, mais il présente de nombreux inconvénients.
Nous avons développé un système de détection en ligne. Il peut localiser rapidement et efficacement la position des pauses de la machine et améliorer considérablement l'efficacité de travail des cadres en anneau. Notre société vise à fournir un service de modification intelligent avancé pour le processus de filage des entreprises textiles, à accélérer la modernisation des équipements de filature pour améliorer la compétitivité des entreprises et ne ménager aucun effort pour aider les utilisateurs à maximiser leurs profits en utilisant des moyens efficaces et intelligents de contrôle de la production.
Composition du système
Le système est principalement composé de dispositifs de surveillance et d'actionneurs.
Le dispositif de surveillance comprend un dispositif de surveillance à broche unique.
Les tactionneurs se composent principalement de quatre parties : un système de détection photoélectrique de rupture, un dispositif d'alimentation d'arrêt itinérant, un affichage de contrôle d'extrémité d'engrenage et une indication d'avertissement de rupture d'extrémité. Le diagramme schématique des modules du système est présenté comme l'image 1 ci-dessous. (Parmi eux, le système intelligent de nuage de rotation de plate-forme de gestion de rotation, la surveillance de la consommation d'énergie, la surveillance de l'environnement, l'indication de lampe de tour de rupture et de torsion faible, le réglage du spandex, le réglage de la vitesse du ventilateur d'aspiration, le réglage siro sont des modules optionnels, sans modules optionnels, les données correspondantes n'afficheront pas. ).
Fonctions du système
Le système de surveillance et de contrôle a les fonctions d'indicateur et d'affichage de machine unique, d'affichage d'extrémité de vitesse, d'affichage d'atelier, d'affichage de serveur principal, d'alimentation d'arrêt de rupture d'extrémité itinérante, de découverte en temps opportun de la casse et de positionnement précis, aide à saisir les points clés de la qualité de le processus de filage réduit le travail et les déchets et améliore la qualité.
Ce qui est particulièrement important, c'est que le système a ajouté le système de gestion de la production pour la filature. Il peut collecter des données à partir des données de masse, générer divers rapports graphiques et textuels en fonction des besoins des clients, aider la technologie de l'usine et le personnel de gestion à analyser, gérer et prendre des décisions, et offrir la commodité de gestion aux utilisateurs.
Le système de gestion de production comprend principalement les fonctions suivantes :
A) Capable d'afficher les broches présentant des ruptures de mote, de trouver en temps opportun la broche défectueuse et d'informer le mécanicien de la réparation ;
B) Pas besoin de manuel pour vérifier les quantités de bris de 1 000 broches/heure et les bris de retrait peuvent être consultés en ligne à tout moment ;
C) Pas besoin de copier manuellement le rendement de production de chaque équipe, le système est généré automatiquement ;
D) Peut afficher la vitesse de la broche, éviter la broche à basse vitesse et réduire la faible torsion ;
E) À tout moment, vous pouvez vérifier les variétés de filature et les conditions de la machine pour la planification des variétés ;
F) Capable de voir le fonctionnement et le taux de fonctionnement de toutes les machines ;
G) Peut voir la relation entre la vitesse et d'autres paramètres à tout moment et peut optimiser la vitesse.
Caractéristiques du système
Le système de surveillance et de contrôle du cadre en anneau est un moyen d'information et intelligent. Il peut enregistrer toutes les données et rendre le travail plus ouvert et transparent, aidant ainsi la gestion du groupe d'atelier et fournissant une base scientifique à l'entreprise pour prendre une décision. et optimiser le processus. Le système présente les fonctionnalités ci-dessous évidentes
A) Il n'y a pas de connexion filaire entre chaque capteur. Insertion directe.
B) La sonde photoélectrique (ou magnétique électrique) présente les avantages de précision et de sensibilité, la sonde est petite, la distance d'installation entre la sonde et l'anneau est grande et n'a aucune influence sur l'assemblage des fils et le remplacement du voyageur.
C) Le dispositif d'alimentation à butée itinérante convient aux formes de dessin parallèles et en V. Il a adopté une connexion de modules flexibles, pas besoin de lignes de circuit supplémentaires, identifie automatiquement la position de la broche, avec une structure simple et une installation et une maintenance pratiques. Sensibilité du dispositif d'arrêt itinérant dans les 4 secondes .
D) Chaque ensemble avec écran avec interface homme-machine fournit des instructions d'utilisation rapides pour les travailleurs et le mécanicien.
E) Conception avec fonction wifi, pour un futur service à distance, une connexion sans fil stable pour ordinateur portable et combiné.
Signification du module de surveillance des ruptures
Le module de détection des ruptures du système se reflète principalement sur la lampe et l'écran. Différentes catégories d'affichage représentent différentes significations. Détails comme ci-dessous le formulaire 1.
| Position | Catégories | Implication |
| Position de la broche | Clin d'œil bleu clair | pauses |
| Clin d'oeil au feu rouge | faute | |
| Lumière rouge allumée | Faible torsion | |
| Clin d'œil violet clair | Capteur recouvert | |
| lampe | Feu vert allumé | 1 à 4 pauses |
| Lumière jaune allumée | 5 à 9 pauses | |
| Lumière rouge allumée | 10-24 pauses | |
| Clin d'oeil au feu rouge | Casses au-dessus de 25 | |
| 2 couleurs alternées clin d'oeil | Avertissement de rédaction/défaut de la carte mère | |
| Afficher | Lettre b+chiffre | Quantité de pause |
| Lettre E+numéro | Faible quantité de torsion | |
| Lettre F+chiffre | Quantité de défaut |
Paramètres techniques principaux de la machine adaptée
Système de surveillance adapté aux 2 paramètres ci-dessous, autres paramètres personnalisés selon les exigences.
| Non. | Article | spécification |
| 1 | Convient au type de fil | Coton et mélange 14-100s |
| 2 | Nombre de broches | Cadre court, cadre long |
| 3 | Type de rédaction | dessin parallèle et en V |
| 4 | Jauge de broche | 68,75 MM, 70 MM, 75MM |
| 5 | Diamètre du berceau d'arbre | 28MM, 40MM |
| 6 | Type de bague | Plan、Conique |
| 7 | Numéro de broche | Depuis l'extrémité de l'engrenage (L/R) dans l'ordre |
Spécification technique du système
Le système peut réaliser une surveillance en ligne intelligente en temps réel. Son principe de fonctionnement et son schéma de fonctionnement sont présentés respectivement dans le tableau 2 et le tableau 3.
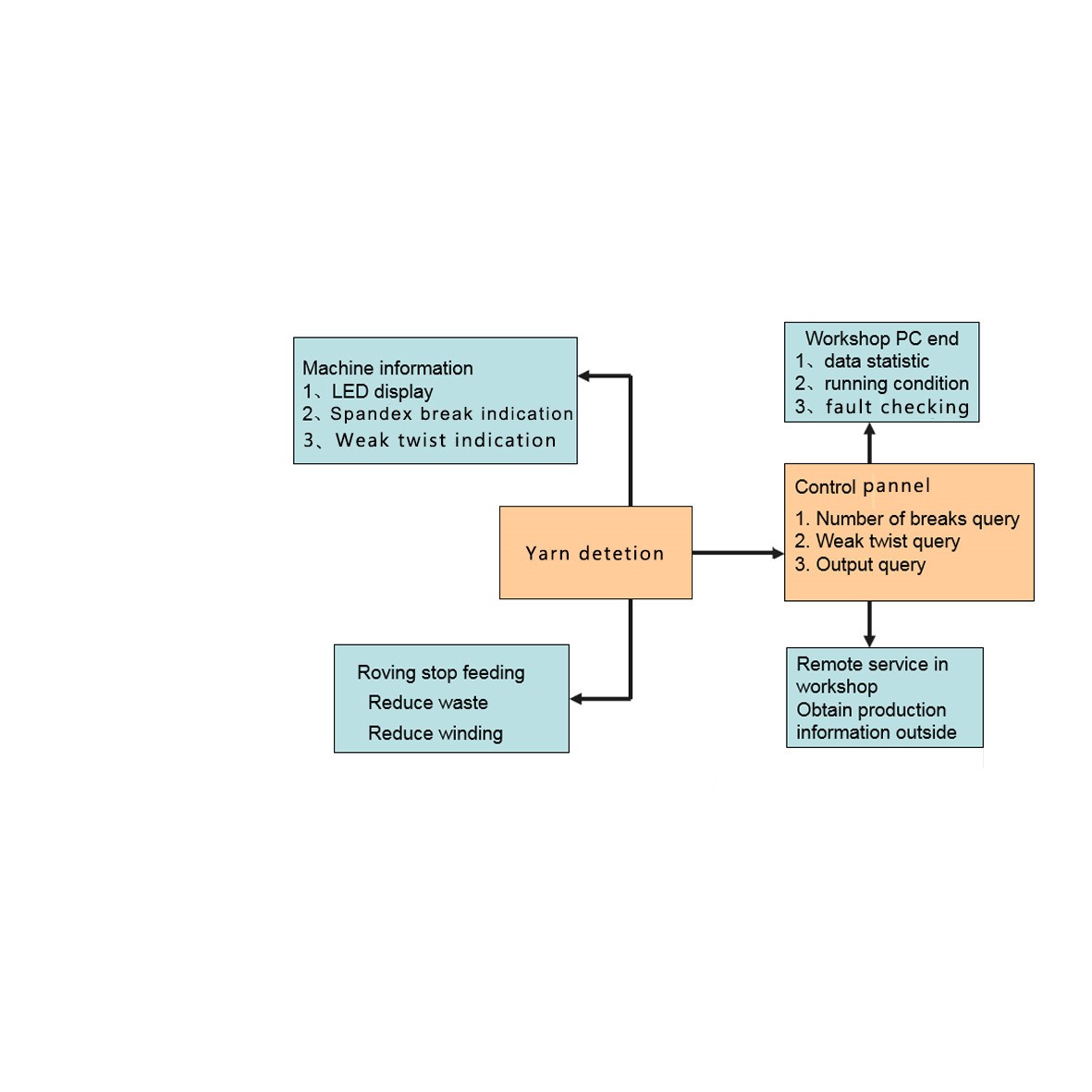
Principe de fonctionnement du système de détection de fil
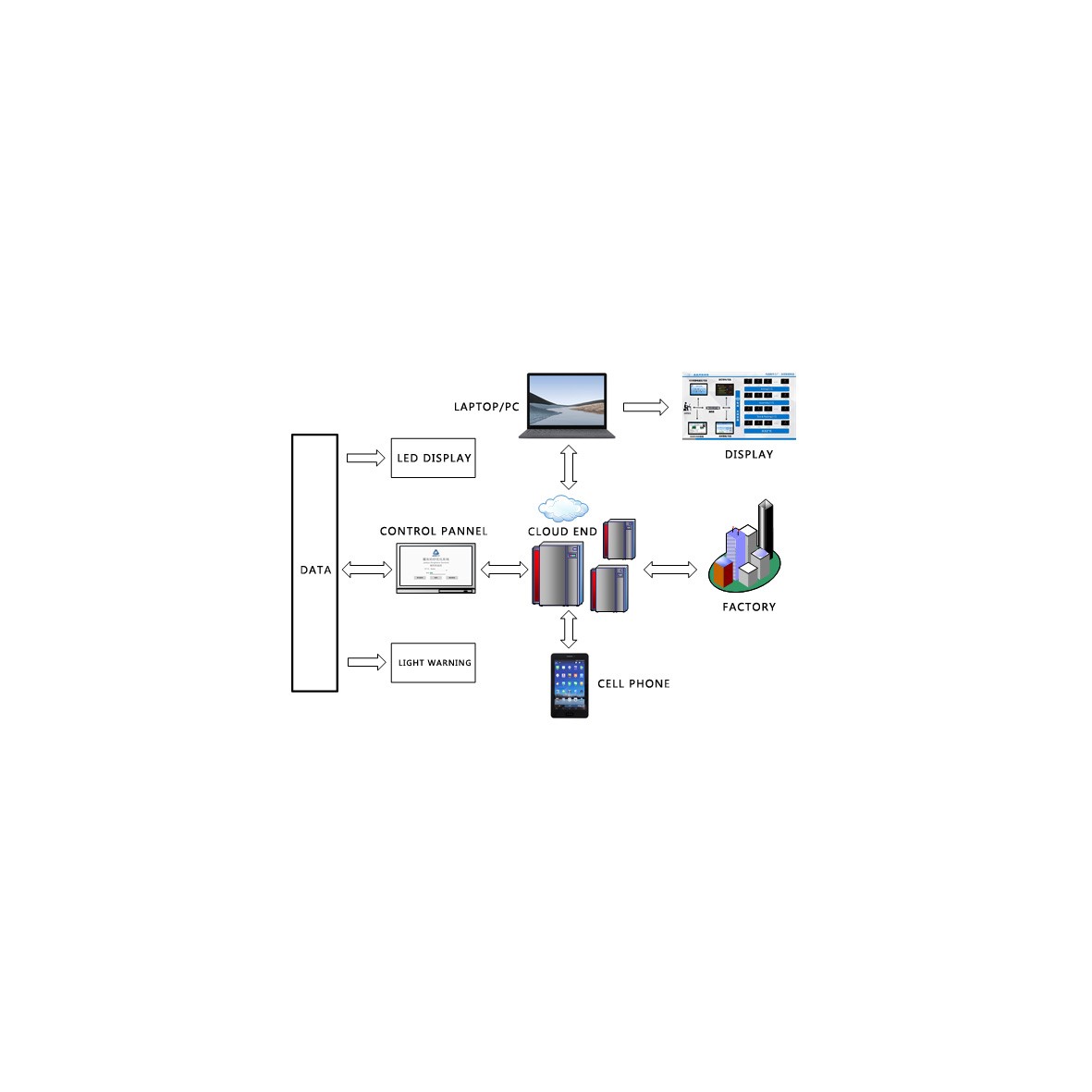
Schéma de fonctionnement du système de détection de fil
Le système de surveillance du métier à filer est intelligent, informatif et léger. Ses principales spécifications techniques sont présentées dans le tableau 2 ci-dessous.
| Article | Contenu | Système de surveillance monobroche JADEYO 2.0 |
| Matériel | Performance du capteur | Photoélectrique、Magnétique |
| Spécification de la carte capteur | 24 broches 0,7kg | |
| Type d'utilisateur final | Supporte PC, mobile, ordinateur portable, bracelets, etc. | |
| Arrêt itinérant | Au même moment où la pause arrive | |
| Contrôle de rédaction | Diamètre du rouleau d'affichage, vitesse actuelle | |
| Suivi de production | Afficher le type de fil, le taux de production, la longueur, le rendement, les temps d'enlèvement, etc. | |
| Des pauses se sont produites/1000 broches/heure | Contrôle en ligne de la vitesse de la broche et des cassures d'extrémité/1000 broches/heure | |
| Analyse des pauses de retrait | Contrôle en ligne de la vitesse de la broche et des cassures/1000/heure de chaque retrait | |
| Alarme de fin de pause | Le voyant du capteur clignote, le contrôleur d'extrémité d'engrenage affiche la position de rupture et l'écran indique la quantité de rupture | |
| Légère torsion | Le voyant du capteur allumé peut vérifier en ligne la vitesse de la broche, la quantité de rupture | |
| Mode de transmission | Le circuit intégré à insertion facile | |
| logiciel | Mise en réseau avec d'autres appareils de surveillance | La mise en réseau multi-machines peut former un réseau de surveillance de rotation et de rupture d'extrémité. |
| Utilisation du tableau des paramètres | Les rapports existants peuvent être ajustés en fonction des besoins, puis personnalisés pour développer et configurer de nouveaux rapports. | |
| Partage de données | Les données sont entièrement ouvertes, l'interface de données prend en charge Ethernet, compatible avec le système d'exécution de fabrication HMES, le système de planification des ressources ERP, le système de bureau OA, etc. | |
| Mises à niveau des fonctions logicielles | Peut être développé à nouveau et avoir une fonction d'expansion | |
| Norme de qualité | Détection de toutes les broches en ligne | Précis sans désinformation |
| Taux d'échec quotidien de la sonde de détection et autres composants électriques | Dans une plage de 1/10 000, la durée de vie est supérieure à 10 ans |





