
SYSTÈME DE DÉTECTION DES FILS DE FILAGE À ANNEAUX



Contexte industriel
Actuellement, l'efficacité des entreprises textiles est principalement influencée par les coûts de main-d'œuvre, l'état des équipements, les opérations commerciales et d'autres facteurs. Le processus de filature, étape clé de la qualité des filatures, est difficile à maîtriser. Le taux de rupture de fil constitue l'indicateur le plus direct de sa gestion. Par conséquent, la détection et la réduction des ruptures représentent la priorité absolue de la gestion des filatures. On sait que 30 à 35 % des ruptures sont dues à 5 % de broches défectueuses. La méthode traditionnelle consiste à identifier ces 5 % de broches défectueuses par des déplacements sur site, des réparations effectuées par des mécaniciens et des prélèvements par des testeurs. Cependant, cette méthode présente de nombreux inconvénients.
Nous avons développé un système de détection en ligne capable de localiser rapidement et efficacement les points de rupture de la machine, améliorant ainsi considérablement l'efficacité des métiers à filer. Notre entreprise a pour objectif de fournir un service de modification intelligente et avancée pour le processus de filature des entreprises textiles, d'accélérer la modernisation des équipements de filature afin d'améliorer leur compétitivité, et de tout mettre en œuvre pour aider ses utilisateurs à maximiser leurs profits grâce à des moyens de contrôle de production efficaces et intelligents.
Composition du système
Le système est principalement composé de dispositifs de surveillance et d'actionneurs.
Le dispositif de surveillance comprend un dispositif de surveillance à broche unique.
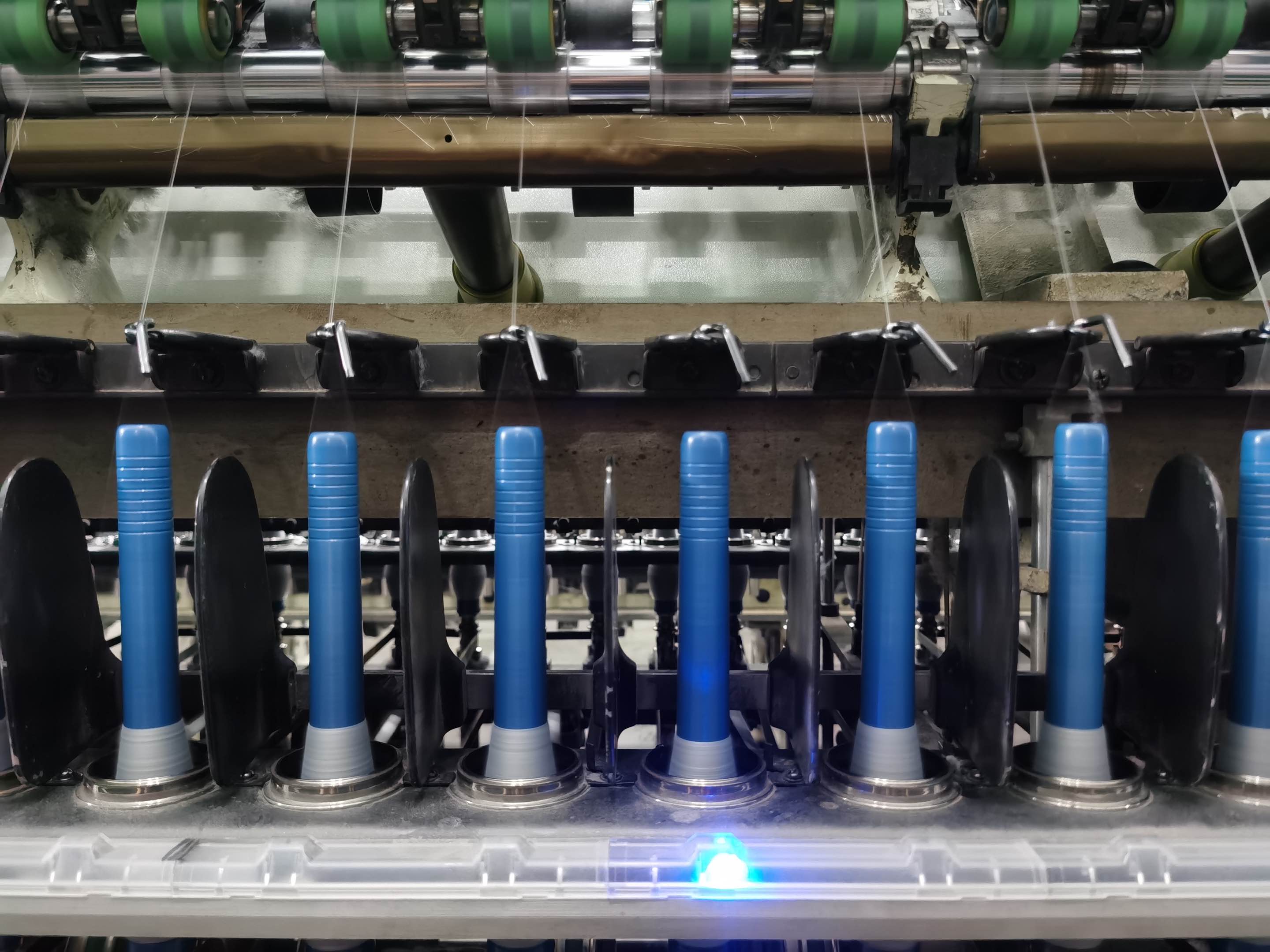
Le tactuateur se compose principalement de quatre parties : un système de détection de rupture photoélectrique, un dispositif d'arrêt d'alimentation mobile, un affichage de contrôle de fin de course et un indicateur d'avertissement de rupture. Le schéma des modules du système est présenté figure 1 ci-dessous. (Parmi eux, la plateforme de gestion de filature, le système de gestion intelligent du filature en nuage, la surveillance de la consommation d'énergie, la surveillance environnementale, l'indication de rupture et de faible torsion par voyant lumineux, le réglage du spandex, le réglage de la vitesse du ventilateur d'aspiration et le réglage du système Siro sont des modules optionnels ; sans modules optionnels, les données correspondantes ne seront pas affichées).
Fonctions du système
Le système de surveillance et de contrôle possède les fonctions d'indicateur et d'affichage de la machine individuelle, d'affichage de l'extrémité de l'engrenage, d'affichage de l'atelier, d'affichage du serveur principal, d'arrêt d'alimentation en cas de rupture de la mèche, de détection rapide des ruptures et de positionnement précis, aidant à saisir les points clés de la qualité du processus de filage, à réduire la main-d'œuvre et les déchets et à améliorer la qualité.
Ce système se distingue notamment par l'ajout d'un module de gestion de la production pour le filage. Ce module permet de collecter des données massives, de générer divers rapports graphiques et textuels en fonction des besoins des clients, d'aider le personnel technique et de gestion de l'usine à analyser, gérer et prendre des décisions, et d'offrir une gestion simplifiée aux utilisateurs.
Le système de gestion de la production comprend principalement les fonctions suivantes :
A) Capable d'afficher les broches avec des ruptures de motes, de trouver rapidement la broche défectueuse et d'avertir le mécanicien pour réparation ;
B) Il n'est pas nécessaire de consulter manuellement les quantités de pauses de 1000 broches/heure et les pauses de déchargement peuvent être consultées en ligne à tout moment ;
C) Plus besoin de copier manuellement le rendement de production de chaque équipe, le système le génère automatiquement ;
D) Peut afficher la vitesse de la broche, éviter les broches à faible vitesse et réduire la torsion faible ;
E) À tout moment, peut vérifier les variétés de filage et les conditions de la machine pour la planification des variétés ;
F) Capable de voir le fonctionnement et la cadence de production de toutes les machines ;
G) Peut visualiser à tout moment la relation entre la vitesse et d'autres paramètres et peut optimiser la vitesse.
Fonctionnalités du système
Le système de surveillance et de contrôle du bâti annulaire est un outil d'information intelligent. Il permet d'enregistrer toutes les données et de rendre le travail plus ouvert et transparent, facilitant ainsi la gestion de l'équipe d'atelier et fournissant à l'entreprise une base scientifique pour la prise de décision et l'optimisation des processus. Ce système présente les caractéristiques principales suivantes :
A) Il n'y a pas de connexion filaire entre les capteurs. Insertion directe.
B) La sonde photoélectrique (ou électromagnétique) présente les avantages de précision et de sensibilité, la sonde est petite, la distance d'installation entre la sonde et l'anneau est grande et n'a aucune influence sur l'assemblage des fils et le remplacement du curseur.
C) Le dispositif d'arrêt de la mèche est adapté aux profils de tirage parallèles et en V. Il utilise une connexion modulaire flexible, ne nécessite aucun circuit supplémentaire, identifie automatiquement la position de la broche et présente une structure simple, une installation et une maintenance aisées. La sensibilité du dispositif d'arrêt de la mèche est de 4 secondes.
D) Chaque ensemble avec écran doté d'une interface homme-machine fournit des instructions d'utilisation rapides aux travailleurs et au mécanicien.
E) Conception avec fonction wifi, pour un futur service à distance, connexion sans fil stable entre l'ordinateur portable et le combiné.
Signification du module de surveillance des interruptions
Le module de détection de rupture du système est principalement indiqué par le voyant et l'écran. Les différentes catégories d'affichage ont des significations différentes. Détails ci-dessous (formule 1).
| Position | Catégories | Implication |
| Position de la broche | Clin d'œil bleu | pauses |
| Clin d'œil au feu rouge | faute | |
| Feu rouge allumé | Faible torsion | |
| Clin d'œil violet | Capteur recouvert | |
| lampe | Feu vert allumé | 1 à 4 pauses |
| Voyant jaune allumé | 5 à 9 pauses | |
| Feu rouge allumé | 10 à 24 pauses | |
| Clin d'œil au feu rouge | Pauses supérieures à 25 | |
| 2 couleurs alternent clin d'œil | Avertissement de tirage/défaut de carte mère | |
| Afficher | Lettre b + nombre | quantité de pause |
| Lettre E + chiffre | faible quantité de torsion | |
| Lettre F + chiffre | Quantité de défauts |
Principaux paramètres techniques de la machine adaptée
Système de surveillance adapté aux 2 premiers paramètres ci-dessous, les autres paramètres étant personnalisés selon les besoins.
| Non. | Article | spécification |
| 1 | Convient aux types de fils | coton 14-100s et mélanges |
| 2 | Nombre de broches | Cadre court, cadre long |
| 3 | Type de dessin | dessin parallèle et en V |
| 4 | jauge de broche | 68,75 mm, 70 mm, 75 mm |
| 5 | Diamètre du berceau d'arbre | 28 mm, 40 mm |
| 6 | Type de bague | Plan, conique |
| 7 | Numéro de broche | En partant de l'extrémité de l'engrenage (G/D) dans l'ordre |
Spécifications techniques du système
Le système permet une surveillance intelligente en ligne et en temps réel. Son principe de fonctionnement et son schéma de fonctionnement sont présentés respectivement dans les tableaux 2 et 3.
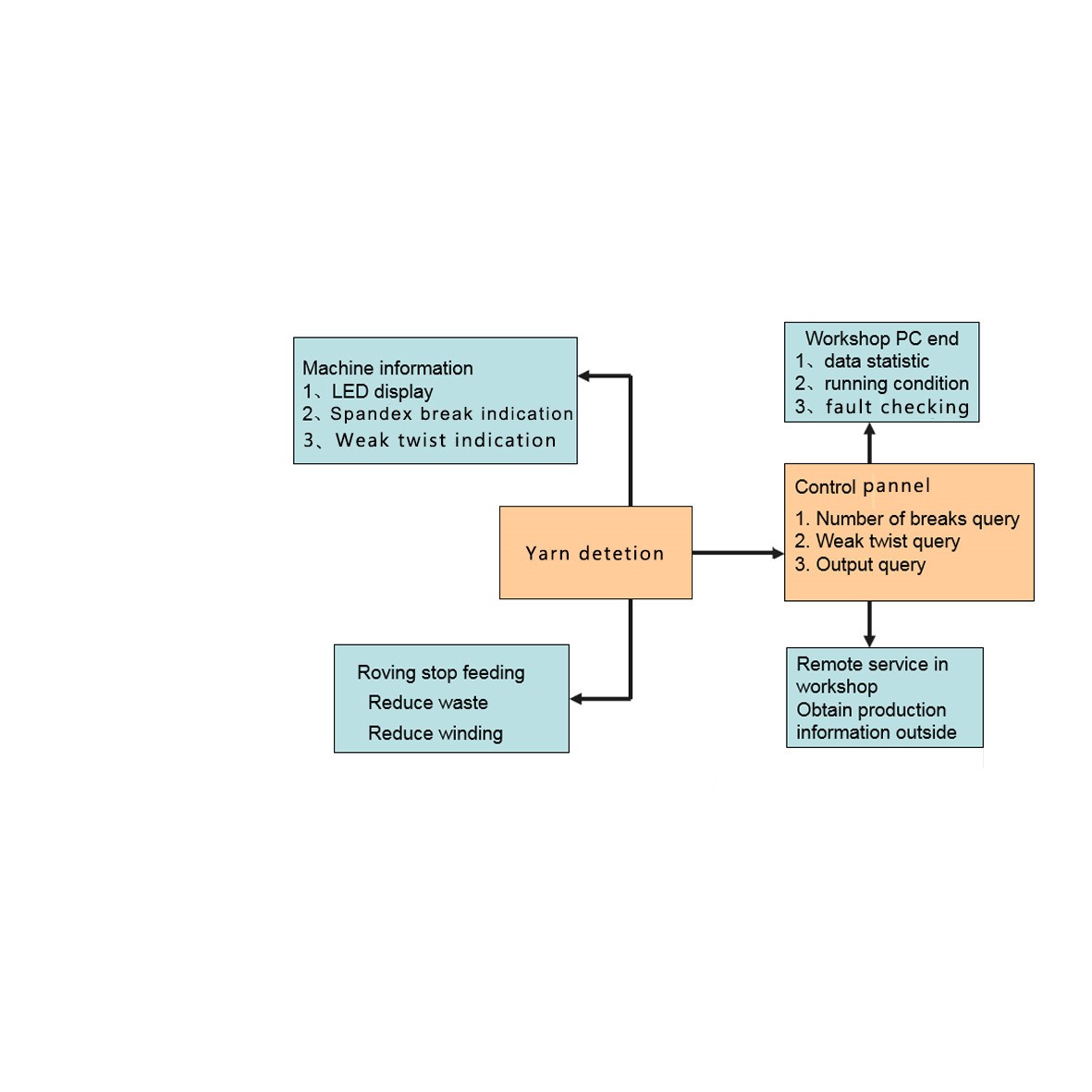
Principe de fonctionnement du système de détection de fil
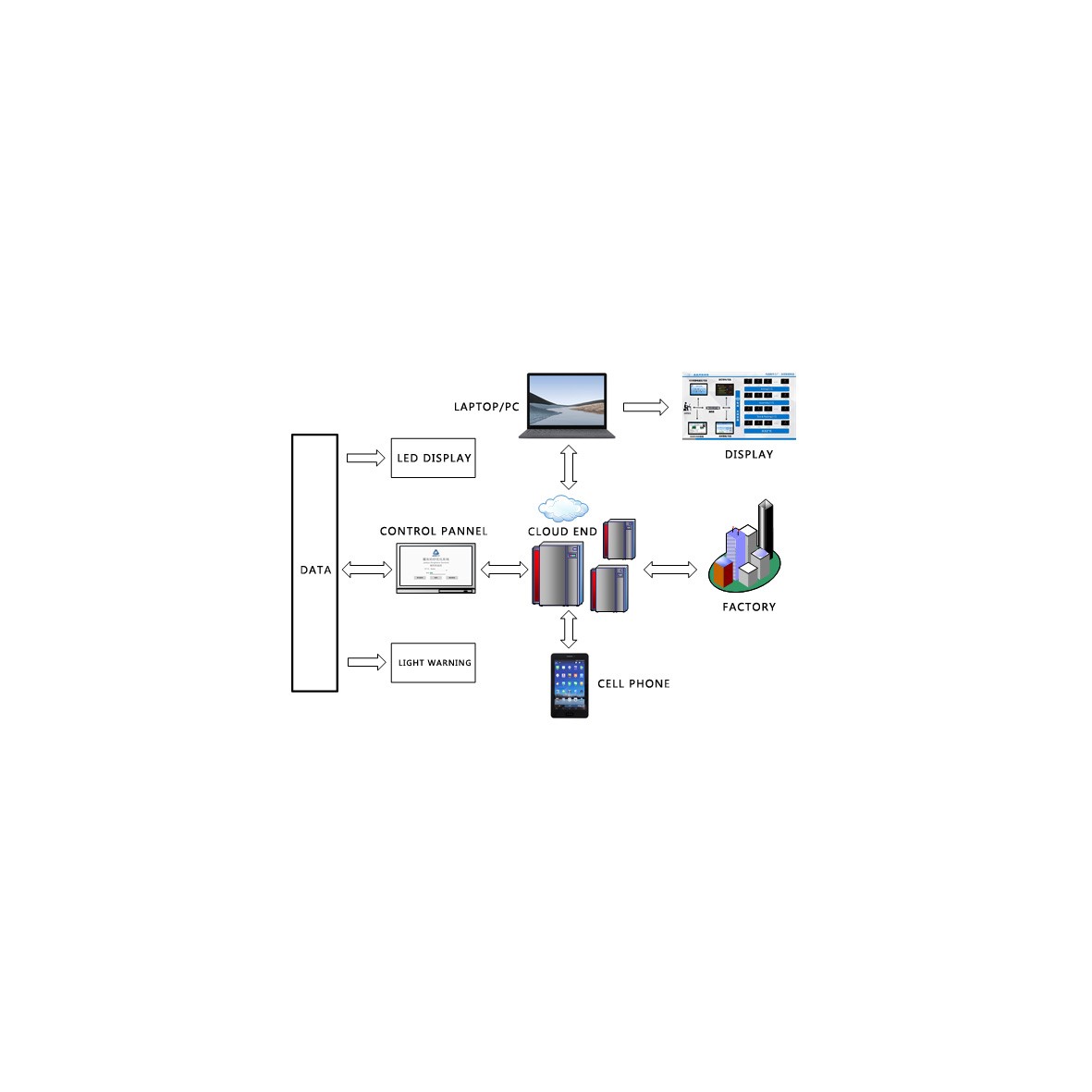
Schéma de fonctionnement du système de détection de fil
Le système de surveillance du métier à filer est intelligent, informatif et léger. Ses principales caractéristiques techniques sont présentées dans le tableau 2 ci-dessous.
| Article | Contenu | Système de surveillance à broche unique JADEYO 2.0 |
| Matériel | Performances du capteur | Photoélectrique, magnétique |
| Spécifications de la carte de capteur | 24 broches 0,7 kg | |
| Type de terminal utilisateur | Compatible avec PC, mobiles, ordinateurs portables, bracelets connectés, etc. | |
| Arrêt itinérant | Au même moment où la pause survient | |
| Contrôle du dessin | Diamètre du rouleau d'affichage, vitesse actuelle | |
| Suivi de la production | Afficher le type de fil, la cadence de production, la longueur, le rendement, les temps de dévidage, etc. | |
| Des pannes se sont produites pour 1000 broches par heure. | Contrôle en ligne de la vitesse de broche et des ruptures de fin de course (1000 broches/heure) | |
| Analyse des pauses de déshabillage | Contrôle en ligne de la vitesse de broche et des arrêts survenus/1000/heure de chaque démontage | |
| Alarme de fin de rupture | Le voyant du capteur clignote, le contrôleur d'extrémité d'engrenage indique la position de freinage et l'affichage indique la quantité de freinage. | |
| Légère torsion | Le voyant du capteur permet de vérifier en ligne la vitesse de broche et la quantité de bris. | |
| Mode de transmission | Insertion facile de la carte de circuit intégré | |
| logiciel | Mise en réseau avec d'autres dispositifs de surveillance | La mise en réseau de plusieurs machines peut former un réseau de surveillance des ruptures de filature et d'extrémité. |
| Utilisation du tableau des paramètres | Les rapports existants peuvent être adaptés en fonction des besoins, et peuvent ultérieurement être personnalisés pour développer et configurer de nouveaux rapports. | |
| Partage de données | Les données sont entièrement ouvertes, l'interface de données prend en charge Ethernet, compatible avec le système d'exécution de la production HMES, le système de planification des ressources ERP, le système bureautique OA, etc. | |
| Mises à jour des fonctionnalités logicielles | Peut être développé à nouveau et avoir une fonction d'extension | |
| Norme de qualité | Détection de toutes les broches en ligne | Exact et sans désinformation |
| Taux d'échec quotidien de la sonde de détection et autres composants électriques | À 1/10 000 près, la durée de vie est supérieure à 10 ans. |
Catégories de produits
-

maille en denim sergé de coton biologique
-

Machine de pré-rétrécissement de couvertures de précision
-

Machine de teinture à double convertisseur de fréquence
-

Machine à teindre les fils d'essai 200 g/par
-

Tissu micro-velours 100 % polyester pour vêtements
-

Stockage de poutres, stockage de rouleaux de tissu